






In the latest edition of our ‘In Conversation With…’ series, H.B. Fuller walks us through its rebranded coatings portfolio and expanded innovation focus – and how its solutions could help customers balance performance, protection, and sustainability.
To start, can you walk us through why H.B. Fuller is rebranding its barrier coatings portfolio and what this means for the coatings side of the business?
H.B. Fuller has rebranded its coatings portfolio under a new name, Coativ™, marking a strategic step in their broader commitment to sustainable packaging innovation. The updated brand identity distinguishes the company’s coating technologies from their adhesives portfolio while maintaining a clear connection to their long-standing expertise in adhesive science. In addition to the new brand, H.B. Fuller also expanded its product offerings to deliver more functionalities to a broader set of applications.
“Coativ™ reflects the synergy between coatings and adhesives,” says Ashley Kresen, global marketing manager for barrier coatings, H.B. Fuller. “Because our barrier coatings are developed by adhesive experts, they are inherently designed for excellent glueability and smooth integration into packaging lines. This creates a cohesive, high-performing, and reliable system solution for customers.”
As sustainability legislation enters into force, how does recyclability factor into the development of new coatings?
With the Packaging and Packaging Waste Regulation (PPWR) driving toward recyclability standards, requiring most packaging to achieve at least a grade C recyclability rating (70% or higher) by 2030, brand owners face growing pressure to design fiber-based packaging that balances performance, protection, and sustainability. Water-based barrier coatings increasingly offer a solution to this challenge.
“Many polybags entering the market today are still difficult to recycle through existing waste streams,” said Diana Neto, business development manager for barrier coatings and e-commerce Europe, H.B. Fuller. “Retailers that previously relied heavily on plastic now face the challenge of maintaining performance while transitioning to fiber-based packaging that can be repulped. Our testing shows that water-based coatings deliver improved fiber yield during the repulping process compared to polyethylene coatings, increasing the amount of high-quality fiber returned to the recycling stream.”
H.B. Fuller conducts recyclability and repulpability testing using CEPI’s Recyclability Test Method and the 4evergreen Recyclability Evaluation Protocol. These screening evaluations begin in early product development and can continue through final package design, considering all variables: paper structure, coat weight, adhesives, and print methods.
How does H.B. Fuller test its coatings during the development stages, and what features does it test for?
During development, Coativ™ barrier coatings undergo extensive evaluation for coatability, application performance, functionalities, and recyclability.
The company’s paper coatings labs operate with both pilot- and lab-scale coating equipment, enabling teams to simulate a variety of production processes. This capability allows H.B. Fuller to determine optimal coat weights and meet unique application needs, helping customers find the best fit for each use case, substrate, coating process, and converting equipment setup.
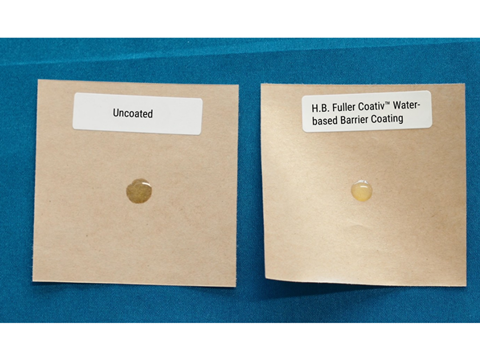
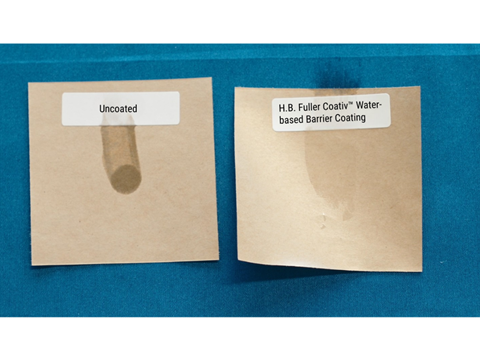
Key performance attributes evaluated include water resistance (COBB), grease resistance (KIT), and moisture vapor transmission rate (MVTR) with standard methods globally. In addition, the company evaluate features including adhesive compatibility, heat sealability, and coefficient of friction.
The result of this in-depth testing is paper-based packaging that delivers the right performance characteristics for customers’ end-product needs while operating reliably on customer manufacturing lines and maintaining full compatibility throughout the product supply chain.
Can you give us an example of a customer successfully applying an H.B. Fuller barrier coating to their packaging?
Two recent customer success stories highlight how Coativ™ barrier coating solutions help companies replace plastic barriers without sacrificing performance.
A customer, transitioning from PE-coated paper in vertical form-fill-seal (VFFS) applications, sought a recyclable alternative that would still meet stringent MVTR requirements. Using a Coativ™ MVTR coating, H.B. Fuller provided a solution that met MVTR goals while also delivering consistent coat weight, strong heat-seal performance, and excellent grease resistance. The company worked closely with the customer to determine the optimal coat weight and drying conditions, ensuring both performance and production efficiency.
A second example comes from a customer producing corrugated boxes for the transport of frozen meat. The customer wanted to transition away from wax‑based coatings to a solution that would improve sustainability while improving line efficiency. By implementing Coativ™ water‑based barrier coatings, the customer achieved a recyclable, fiber‑based packaging structure that supported faster production speeds. The coatings also provided strong glueability, enhanced printability, and a better coefficient of friction, enabling smoother handling and higher performance throughout the supply chain.

Where are H.B. Fuller’s barrier coatings going next? Is there an innovation in the pipeline?
“Meeting the evolving needs of brand owners, packaging makers, and coaters is at the heart of our innovation strategy,” Ashley said. “We are investing in technologies that deliver more focused functionalities, reduce environmental impact, and deliver performance standards our customers expect.”
H.B. Fuller is actively developing the next generation of barrier coatings to support customers as they navigate emerging global requirements and sustainability goals. Some of these innovations in development include delivering higher sustainability features such as compostability or coatings designed to support regulations such as the Single-Use Plastics Directive (SUPD), and also delivering more focused functionalities such as lower coat weight formulations, oxygen transmission performance, and more.
Explore the technologies driving next‑generation barrier performance and recyclability. Visit www.hbfuller.com/barriercoatings for more insights.








