





This technical article by EXTR:ACT e.V in partnership with ACE explores new opportunities in material recycling made possible by the increase in collection of laminated paper packaging.

An established recycling value chain
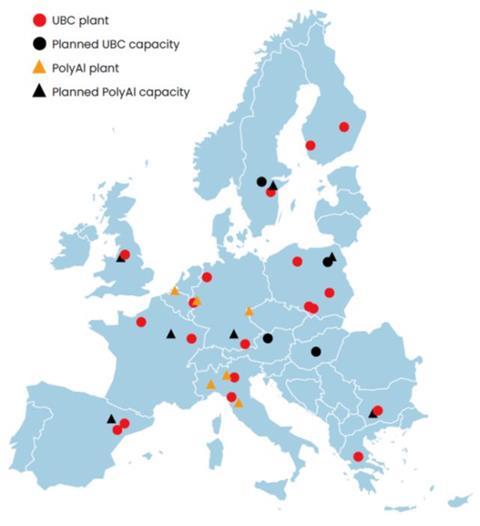
The recycling of laminated papers, especially beverage cartons, has been working successfully at scale in Europe since the mid-nineties. This is based on major efforts and an early developed sense of responsibility by the beverage carton industry. There are about 20 specialized paper mills in Europe that receive the lion’s share of the collection, all having installed appropriate equipment to process beverage cartons to recover their highly valuable fibres (Figure 1).
The first recycling step in a paper mill is a pulper where the paper fibres are separated from the non-paper parts. The valuable recovered paper fibres are used for new paper products, such as boxes and transport packaging. The fibres in the beverage cartons are of very high quality and are thereafter a sought after source of fresh fibres in the ever-improving collection of paper for recycling throughout Europe. Fiber quality is important as paper has a finite number of recycling cycles.
PolyAl
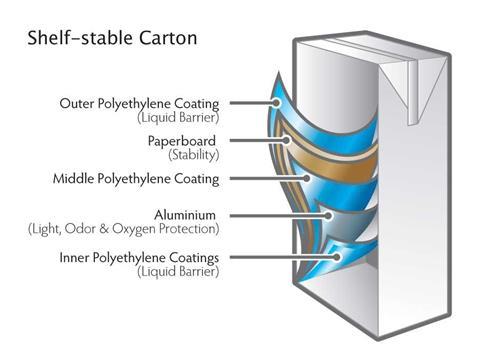
The residual product of this first step in the recycling process is called “rejects”, and was until recently recycled by incineration with heat recovery. However, these by-products can be used for new materials by using special recycling processes and special recycling methods. The reject material from the paper mills consists of flakes of two dimensional LDPE plastic and aluminium, three dimensional HDPE and PP plastics from the caps and closures and a small mix of various contaminants (<5%) from mistakes in the collection and sorting processes. It has been a long ambition among the manufacturers of laminated cartons to find a suitable material-to-material recycling process for the plastic and aluminium components to improve the total recyclability of beverage cartons.
Efforts have also been pushed by changes in legislation and a growing recognition to improve recycling technology. This has led to the formation of a two- step recycling process for beverage carton packaging.
1. Paper mill for the fibres
2. Plastic and aluminium recycling process at specialized facilities
The non fiber fraction from the paper mill are called polyAl, which is an abbreviation of polymers and aluminium, or PE-AL
About 500 kt of beverage cartons are collected and sorted for recycling every year in Europe. The sustainability ambition and commitments agreed by ACE members in the 2030 Roadmap will ultimately lead to an increase of more than 700 kt/a. The average composition of a beverage carton is about 75 % fibres, which leaves 25% plastic and aluminium. This leads to an estimated additional recycling volume from 150 kt/a to 250 kt/a for polyAl which will be needed to manage the full recycling of beverage cartons. Current operational capacity is 50 kt/a, and growing yearly, leaving many good opportunities for investors.

Mechanical recycling
Most polyAl processing is based on mechanical recycling with roughly two types of end markets served: injection moulding and film extrusion. After the cleaning and drying steps, the 3D caps and closures are separated from the 2D films in a wind shifting process and sold to HDPE/PP recyclers. The remaining films with both LDPE and LDPE/Al are agglomerated and often pelletized/granulated into a new raw material.
The average composition of polyAl without contaminants is 63wt% LDPE, 11wt% aluminium, 19wt% HDPE and 7wt% PP.

The various technologies behind recycling will not be elaborated in this article, but film extrusion applications require a more complex process to achieve the desired final quality. Recyclers focused on the film extrusion market need r-LDPE feedstock with a percentage of aluminium preferably less than 0.2%. The recyclers producing for the injection moulding market can accept up to 10% aluminium in the final product. Separating aluminium from the LDPE film, either mechanically or by chemical separation, is not an easy process and is not a necessity for many applications in injection moulding or compounding. This means that the compositions of polyAl will vary with the demand from each customer. In the meantime a catalogue has been built containing the average compositions of the polyAl end product from processors all over the world. This catalogue is a good step forward in making the products recyclable on their own.
Currently, most recycled polyAl is processed in Europe for main use in injection molded applications or compounding. The typical metallic look is a result of the aluminium is already known to various users in a number of (valuable niche) applications, where appearance and quality is important.
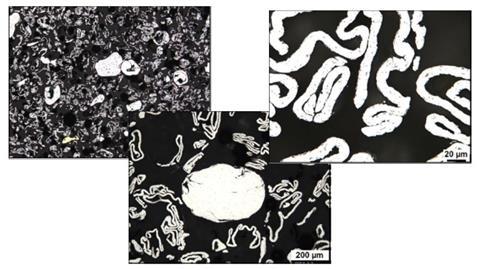
Partly due to its complexity, polyAl is however not a material that is widely known to the processors of recycled plastic. Its properties have an optically interesting metallic look, and the traces of very thin aluminium foil can provide additional chemical or mechanical properties that may be interesting for specific applications. Figure 6 shows an impression of the typical curled-up foil particles with an average thickness of ≈6 μm in a r-LDPE structure.
A short literature study was therefore conducted to look into the effects of metal particles in polymer structures.
Although little has been found in literature about the properties of r-LDPE with metal particles, more has been found on r-HDPE with metal particles. For this material it was shown [3] that the aluminium significantly increases thermal conductivity, more so with filler content over 10vol%. However, aluminium also increases stiffness and therefore causes a more brittle composite. Tensile strength reduction is expected only with very high proportions of metal.
Although LDPE and HDPE differ (e.g. LDPE has a lower crystallinity), the influence of aluminium on the polymer properties is at least qualitatively expected to be comparable as many parallels can be drawn between the two materials.
Future
The industry will keep steering towards solutions that ultimately yield as many mono-materials as possible from their recycling processes, provided that this can be done in a responsible manner and makes ecological sense. For economic reasons, mechanical recycling still prevails over chemical separation or chemical recycling. While there already are several good end applications available the industry remains open to finding more high quality applications for polyAl using its unique properties.
Authors:
Sonja Bischoff (SIG Combibloc), Lilly Feng (LamiPak), Mats Haggquist (Billerud), Peter Hengesbach (Stora Enso), Štěpán Ledvina (Tetra Pak), Johan Sundblad (EloPak), Anna Svantesson (Graphic Packaging International), Raymond De Schrevel (EXTR:ACT)













No comments yet