






Dr. Erwin Pasbrig (GM Development and Technology ACG films & foils) looks at the influence of aluminium thickness on CFF and push through foil to efficiency and cost
Cold form laminate in India normally has aluminium thickness of 50 μm. Internationally, 45 μm is used for packaging of standard products. If a higher dent resistant of cavity is needed, the thickness of aluminium will be 60 μm.Difference of 5 μm in thickness does not provide a better dent resistant, as shown in following table:
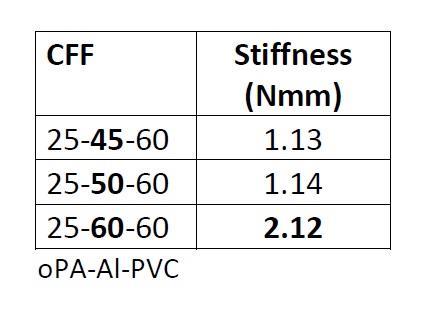
Formability of the laminate with 50 μm aluminium is not increased compared to the standard laminate with 45 μm Al. Use of laminate with 60 mm aluminium provides a slightly better formability and more consistent forming results related to pinholes (higher cost).
Reduction of aluminium thickness by 5 μm for a cold form blister with dimension of 120 x 55 mm results in 18 kg material saving for packing 2 Lakh of blister.
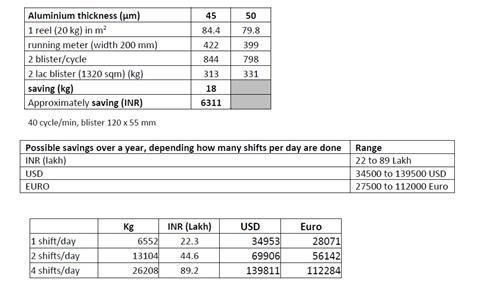
The example is showing, that CFF with 50 μm does not have an advantage in performance, needed higher amount of material by area and more frequent changes of reels during production.
Lid foil, aluminium thickness 25 μm and 20 μm
We get a similar result for the change of 25 μm to 20 μm aluminium thickness for lid foil. Beside the USA market, all other countries use a thickness of 20 μm, and Japan uses even 3 μm less. For aluminium foil produced in Europe, the maximum amount of pinholes per m2 with 0.5, respective 0.4 for 25 μm are similar and do not influence the barrier properties of the sealed blister.
Savings of material for the lid foil, as mentioned in the following table, are up to 21.8%.
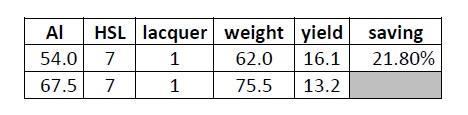
For a production of blister (60 x 95 mm; 4 blister/cycle; 40 cycle/min; weight of reel = 14 kg) switching from 25 to 20 μm, produces 7040 blisters more, with 20 μm foil. In addition, time until reel needs to be changed is increased by 44 min.

Related to seal strength, heat resistance, abrasion of printing ink, there is no difference between the 20 and 25 μm foil used for converting.
Burst pressure is increasing with the thickness of the foil. With this push through, force is increasing too. It is difficult to push a hart gelatine capsule through 25 μm foil without denting/pressing the capsule.
Reduction of packaging material – strip pack – CFF – tropical blister
Moisture sensitive products packed in strip pack are as well protected as in CFF. If sealing layer of CFF has to be identical as strip pack, LDPE or HDPE can be used. As sealing layer of lid foil an extrusion coating of LDPE on 20 μm aluminium is used.
Comparison of strip pack and CFF highlights the main points as:
- more packaging material has to be used
- product is in direct contact with sealing roller (hard gelatine capsule can stick on PE) and temperature sensitive products cannot be packed
Calculations to compare size of pack have shown, that with usage of CFF, 30% to 70% reduction is possible, depending on product geometry. If tropical blister is used, further saving is possible. Reduction in size is not identical with saving of cost. But if all points are taken, every example shows savings:
- production time and output
- lower weight
- smaller folding carton
- more blister in shipper
- lower cost for logistics
These calculations come into play if a customer expresses an interest to switch from strip pack to CFF or tropical blister.
Lid PE
Sealing layer of lid foil (push through) for sealing to CFF with polyethylene (LDPE, HDPE, CFF with desiccant) is produced by extrusion coating. To get sufficient adhesion to the aluminium surface a primer (lacquer) is used between aluminium and PE. Because of this sealing, the layer related to lid foil is double in thickness compared with lacquer of 7 g/m2 where double amount of humidity and oxygen is migrating through it into the cavity.
We were able to develop a push through foil with a lacquer in sealing to polyethylene with 5 or 7 g/m2, depending on customer requests. Not only is the cost less, but more importantly, the cross migration is reduced by 50%. This lid foil is on the market already and replacing the material with extruded LDPE.
Summary
- Use of CFF with aluminium of 50 μm compared with 45 μm does not have any advantage related toperformance; cost is higher related to area
- Switching of lid foil with 25 μm aluminium to 20 μm provides an advantage related to cost and change time of a reel
- Change from strip pack to CFF can reduce pack size by 30 – 70%
- Lid foil for sealing to polyethylene with a lacquer can replace the currently used lid foil with LDPE extrusion coating. It provides cost advantage and better barrier related to cross diffusion of a CFF blister.
- If barrier layer of thermos-form films are on inner side barrier properties after forming is increased by 11 – 15%.
Dr Erwin Pasbrig has over 35 years of experience in packaging material for pharma and medical devices for product development and application technique with all leading pharmaceutical companies. He has spent 23 years in the Asian Market. Currently he is working and living in India. He has a Masters in Chemistry from the University of Merseburg, Institute of Technology & Chemistry and has completed a PhD in Chemistry in 1979. Since 1983 he has worked in development of packaging materials, mainly for pharmaceutical and medical application. He has more than 15 patents to his name and has received varied awards for innovation. He currently heads Development and Technology for Aluminium based products at ACG films & foils.






